Pharmaceutical High Barrier Packaging Film Market
Pharmaceutical High Barrier Packaging Film Market Market Size, Scope, Growth, Trends and By Segmentation Types, Applications, Regional Analysis and Industry Forecast (2025-2033)
Report ID : RI_707530 | Last Updated : September 08, 2025 |
Format : ![]()
![]()
![]()
![]()
Pharmaceutical High Barrier Packaging Film Market Size
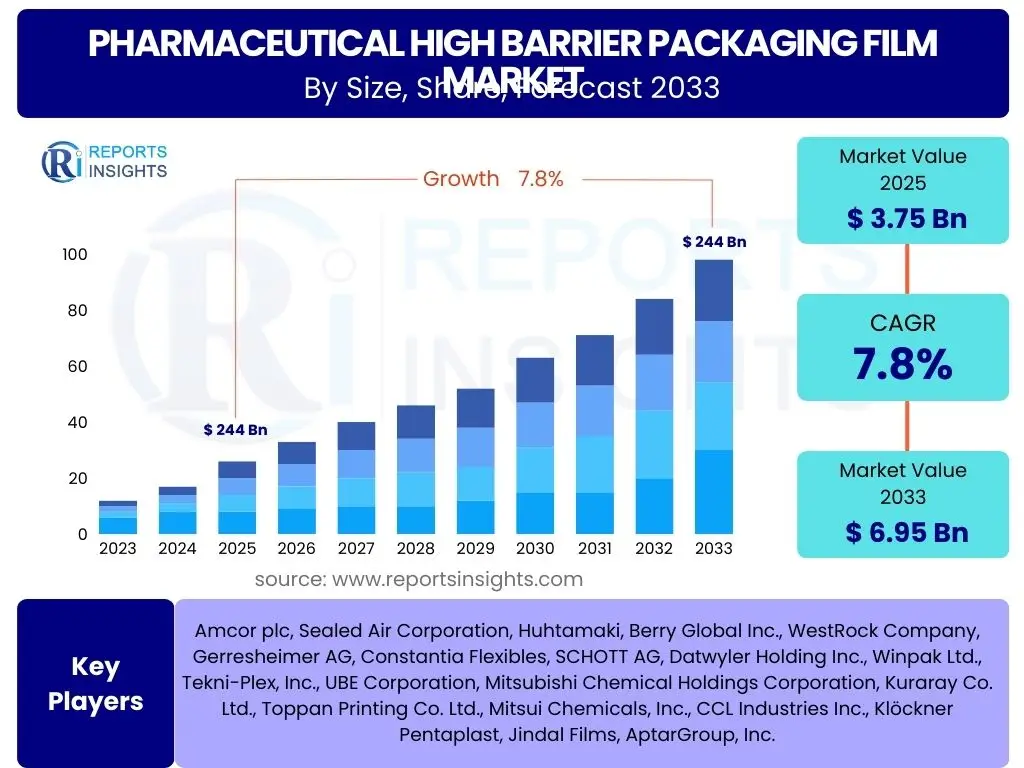
According to Reports Insights Consulting Pvt Ltd, The Pharmaceutical High Barrier Packaging Film Market is projected to grow at a Compound Annual Growth Rate (CAGR) of 7.8% between 2025 and 2033. The market is estimated at USD 3.75 billion in 2025 and is projected to reach USD 6.95 billion by the end of the forecast period in 2033.
Key Pharmaceutical High Barrier Packaging Film Market Trends & Insights
The Pharmaceutical High Barrier Packaging Film market is undergoing significant transformation driven by evolving drug formulations, regulatory landscapes, and sustainability imperatives. Common user inquiries frequently center on how these factors influence the market's trajectory, particularly concerning the demand for enhanced product protection and extended shelf life for sensitive pharmaceutical products. Furthermore, there is considerable interest in the adoption of advanced material technologies and smart packaging solutions that offer not only superior barrier properties but also improved traceability and patient compliance features.
Another area of consistent user interest revolves around the shift towards more eco-friendly packaging solutions without compromising barrier performance. This includes the exploration of recyclable, biodegradable, and compostable barrier films, alongside efforts to reduce overall material consumption. The global expansion of pharmaceutical manufacturing, especially in emerging economies, also represents a key trend, driving demand for cost-effective yet high-performance barrier films to protect sensitive drugs during transit and storage in diverse climatic conditions. This confluence of innovation, regulatory compliance, and environmental responsibility is shaping the market's current and future dynamics.
- Increasing demand for biologics and highly sensitive pharmaceutical formulations requiring superior barrier protection.
- Growing adoption of sustainable and recyclable high barrier films to meet environmental regulations and consumer preferences.
- Integration of smart packaging features like RFID and NFC for enhanced traceability, anti-counterfeiting, and patient adherence.
- Technological advancements in co-extrusion and lamination techniques for multi-layer barrier film production.
- Expansion of pharmaceutical manufacturing capacities in emerging economies, boosting demand for protective packaging.
AI Impact Analysis on Pharmaceutical High Barrier Packaging Film
User questions regarding the impact of Artificial Intelligence (AI) on the Pharmaceutical High Barrier Packaging Film market often explore its potential to revolutionize manufacturing processes, quality control, and supply chain management. The primary focus is on how AI can optimize production efficiency, minimize material waste, and ensure consistent film quality, thereby reducing costs and improving product integrity. There is also significant interest in AI's role in predictive maintenance for packaging machinery, enabling manufacturers to anticipate and address potential equipment failures before they impact production, thus ensuring continuous and reliable supply of high-barrier films.
Furthermore, users frequently inquire about AI's application in the research and development of novel barrier materials. AI algorithms can analyze vast datasets of material properties and performance characteristics, accelerating the discovery and optimization of new film compositions with enhanced barrier capabilities and sustainability profiles. Concerns often include the initial investment required for AI integration, data security, and the need for a skilled workforce capable of managing and interpreting AI-driven insights. However, the overarching expectation is that AI will significantly enhance the precision, speed, and intelligence of high-barrier film production and deployment within the pharmaceutical sector.
- AI-driven optimization of manufacturing processes for high barrier films, improving efficiency and reducing waste.
- Enhanced quality control and defect detection in film production through AI-powered visual inspection systems.
- Predictive maintenance for packaging machinery, minimizing downtime and optimizing production schedules.
- Accelerated research and development of new barrier materials through AI-assisted material science.
- Improved supply chain visibility and demand forecasting for high barrier packaging components.
Key Takeaways Pharmaceutical High Barrier Packaging Film Market Size & Forecast
The Pharmaceutical High Barrier Packaging Film market is poised for robust growth, driven primarily by the escalating demand for advanced protection of sensitive and high-value pharmaceutical products. Key takeaways from the market size and forecast data indicate a sustained expansion across various applications, with particular emphasis on injectables, biologics, and specialized solid dosage forms that require stringent protection from oxygen, moisture, and light. The increasing prevalence of chronic diseases globally and the subsequent rise in pharmaceutical R&D activities are foundational drivers contributing to this optimistic outlook, as new drug formulations often necessitate superior packaging solutions to maintain efficacy and extend shelf life.
Moreover, the forecast highlights a significant shift towards innovation in material science, with a growing emphasis on developing sustainable yet highly effective barrier films. This dual focus on performance and environmental responsibility is crucial for market stakeholders. Regional growth patterns suggest robust expansion in emerging markets, propelled by improving healthcare infrastructure and growing pharmaceutical production capabilities, while established markets continue to innovate and adopt advanced packaging technologies. Overall, the market's trajectory underscores the critical role of high barrier packaging films in ensuring drug safety, stability, and integrity throughout the pharmaceutical supply chain.
- Market projected for substantial growth, reaching nearly USD 7 billion by 2033, driven by increasing drug sensitivity and regulatory demands.
- Biologics and specialty drugs represent key growth segments due to their high vulnerability to environmental factors.
- Sustainable packaging solutions and advanced material science innovations are critical for future market expansion.
- Emerging economies in Asia Pacific and Latin America are expected to exhibit high growth rates due to expanding pharmaceutical industries.
- Investment in R&D for enhanced barrier properties and smart packaging integration will be crucial for competitive advantage.
Pharmaceutical High Barrier Packaging Film Market Drivers Analysis
The Pharmaceutical High Barrier Packaging Film market is significantly propelled by several key drivers that reflect the evolving landscape of drug development, patient safety, and global healthcare demands. One primary driver is the increasing complexity and sensitivity of new drug formulations, particularly biologics, vaccines, and advanced therapies, which are highly susceptible to degradation from external elements like moisture, oxygen, and UV light. These drugs necessitate superior barrier protection to maintain their stability, efficacy, and extended shelf life, thereby driving the demand for advanced high barrier films.
Another crucial driver is the stringent regulatory environment governing pharmaceutical products worldwide. Regulatory bodies such as the FDA, EMA, and others mandate robust packaging solutions to ensure drug integrity, prevent contamination, and protect patients. This regulatory push compels pharmaceutical manufacturers to adopt high barrier films that comply with global standards for safety and quality, simultaneously combating the rising threat of counterfeit drugs by preserving product authenticity. Furthermore, the global expansion of the pharmaceutical industry, particularly in emerging markets, contributes significantly to market growth as new manufacturing facilities and supply chains require reliable packaging solutions to transport and store sensitive medicines across diverse climatic zones.
| Drivers | (~) Impact on CAGR % Forecast | Regional/Country Relevance | Impact Time Period |
|---|---|---|---|
| Increasing demand for biologics and specialty drugs | +1.2% | Global, particularly North America, Europe | 2025-2033 |
| Stringent regulatory requirements for drug stability and safety | +0.9% | Global | 2025-2033 |
| Rising threat of counterfeit drugs and need for anti-counterfeiting solutions | +0.7% | Global, particularly Asia Pacific, Latin America | 2025-2033 |
| Growth in generic and Over-The-Counter (OTC) drug markets | +0.6% | Global, particularly Asia Pacific, Africa | 2025-2033 |
Pharmaceutical High Barrier Packaging Film Market Restraints Analysis
Despite robust growth prospects, the Pharmaceutical High Barrier Packaging Film market faces several restraints that could impede its full potential. A significant challenge is the high manufacturing cost associated with producing advanced high barrier films, which often involve multi-layer structures and specialized materials like EVOH, PVDC, and PCTFE. These costs can be substantial, particularly for smaller pharmaceutical companies or those operating on tight margins, potentially limiting the widespread adoption of premium barrier solutions. The complexity of the manufacturing processes, including co-extrusion and lamination, also contributes to higher production expenses and may require significant capital investment in specialized machinery.
Furthermore, environmental concerns surrounding plastic waste and the push for sustainable packaging solutions pose a considerable restraint. Many conventional high barrier films are multi-layered and composed of different polymers, making them difficult to recycle efficiently. This creates a dilemma for manufacturers who must balance superior barrier performance with increasing pressure from regulators and consumers to adopt more eco-friendly alternatives. Developing high-performance, cost-effective, and fully recyclable or biodegradable barrier films remains a key technical and economic hurdle, potentially slowing market expansion in regions with stringent environmental policies. Additionally, the availability and fluctuating prices of raw materials, such as specific resins and additives, can introduce supply chain volatility and impact the overall cost structure of high barrier packaging films.
| Restraints | (~) Impact on CAGR % Forecast | Regional/Country Relevance | Impact Time Period |
|---|---|---|---|
| High manufacturing cost of advanced barrier films | -0.8% | Global | 2025-2033 |
| Environmental concerns and challenges in recycling multi-layer films | -0.6% | Europe, North America | 2025-2033 |
| Volatility in raw material prices | -0.4% | Global | 2025-2033 |
| Competition from alternative drug delivery systems | -0.3% | Global | 2025-2033 |
Pharmaceutical High Barrier Packaging Film Market Opportunities Analysis
The Pharmaceutical High Barrier Packaging Film market is presented with significant opportunities, largely stemming from advancements in material science and the growing focus on enhanced pharmaceutical product lifecycle management. One key opportunity lies in the development and adoption of next-generation barrier materials that not only offer superior protection but are also sustainable. This includes innovations in bio-based polymers, recyclable monomaterials that achieve high barrier properties, and compostable films, addressing the dual industry demands for performance and environmental responsibility. Such materials can open new markets and attract pharmaceutical companies seeking to improve their environmental footprint while maintaining drug integrity.
Another major opportunity arises from the rapid growth of the biopharmaceutical sector and personalized medicine. These high-value, temperature-sensitive, and often light-sensitive drugs require highly specialized packaging solutions, driving demand for innovative high barrier films that can withstand extreme conditions and ensure product efficacy from manufacturing to patient use. Furthermore, the integration of smart packaging technologies, such as embedded sensors, NFC tags, and QR codes, represents a burgeoning opportunity. These technologies can provide real-time monitoring of drug conditions, enhance traceability for anti-counterfeiting efforts, and improve patient adherence through interactive features, adding significant value beyond mere physical protection and transforming the role of packaging in the pharmaceutical supply chain.
| Opportunities | (~) Impact on CAGR % Forecast | Regional/Country Relevance | Impact Time Period |
|---|---|---|---|
| Development of sustainable and recyclable high barrier materials | +1.0% | Global, particularly Europe | 2025-2033 |
| Growth of biopharmaceuticals and personalized medicine | +0.9% | North America, Europe, Asia Pacific | 2025-2033 |
| Integration of smart packaging and IoT technologies | +0.8% | Global | 2025-2033 |
| Expansion into emerging markets with growing healthcare infrastructure | +0.7% | Asia Pacific, Latin America, MEA | 2025-2033 |
Pharmaceutical High Barrier Packaging Film Market Challenges Impact Analysis
The Pharmaceutical High Barrier Packaging Film market faces several critical challenges that demand strategic responses from industry players. One significant challenge is navigating the complex and ever-evolving regulatory landscape. Pharmaceutical packaging must comply with a myriad of global and regional regulations concerning material safety, drug stability, and anti-counterfeiting measures. Meeting these diverse and often stringent requirements necessitates continuous research, testing, and significant investment in compliant materials and manufacturing processes, adding to operational complexities and costs for film producers and pharmaceutical companies alike.
Another prominent challenge is the constant pressure to balance superior barrier performance with cost-effectiveness and sustainability goals. While high barrier films are crucial for drug integrity, their multi-layered structures often pose recycling difficulties, leading to environmental concerns. Developing mono-material solutions that deliver comparable barrier properties at competitive prices while also being recyclable or biodegradable remains a formidable technical hurdle. Furthermore, ensuring supply chain integrity and resilience, particularly given global geopolitical instabilities and the potential for raw material shortages, represents a continuous operational challenge for the industry. The need to protect against counterfeiting also demands innovative security features, which adds another layer of complexity and cost to film production.
| Challenges | (~) Impact on CAGR % Forecast | Regional/Country Relevance | Impact Time Period |
|---|---|---|---|
| Navigating complex and evolving regulatory landscapes | -0.7% | Global | 2025-2033 |
| Balancing performance, cost-effectiveness, and sustainability | -0.6% | Global | 2025-2033 |
| Ensuring supply chain integrity and resilience | -0.5% | Global | 2025-2033 |
| High capital expenditure for advanced manufacturing technologies | -0.4% | Global | 2025-2033 |
Pharmaceutical High Barrier Packaging Film Market - Updated Report Scope
This comprehensive report delves into the intricate dynamics of the Pharmaceutical High Barrier Packaging Film market, offering a detailed analysis of its current size, historical performance, and future growth projections. It provides in-depth insights into key market drivers, restraints, opportunities, and challenges, shedding light on their individual impacts on the market's trajectory. The scope encompasses a thorough segmentation analysis by material type, structure, form, application, and drug type, along with a granular examination of regional market performance and competitive landscape mapping of key industry players.
| Report Attributes | Report Details |
|---|---|
| Base Year | 2024 |
| Historical Year | 2019 to 2023 |
| Forecast Year | 2025 - 2033 |
| Market Size in 2025 | USD 3.75 billion |
| Market Forecast in 2033 | USD 6.95 billion |
| Growth Rate | 7.8% |
| Number of Pages | 267 |
| Key Trends |
|
| Segments Covered |
|
| Key Companies Covered | Amcor plc, Sealed Air Corporation, Huhtamaki, Berry Global Inc., WestRock Company, Gerresheimer AG, Constantia Flexibles, SCHOTT AG, Datwyler Holding Inc., Winpak Ltd., Tekni-Plex, Inc., UBE Corporation, Mitsubishi Chemical Holdings Corporation, Kuraray Co. Ltd., Toppan Printing Co. Ltd., Mitsui Chemicals, Inc., CCL Industries Inc., Klöckner Pentaplast, Jindal Films, AptarGroup, Inc. |
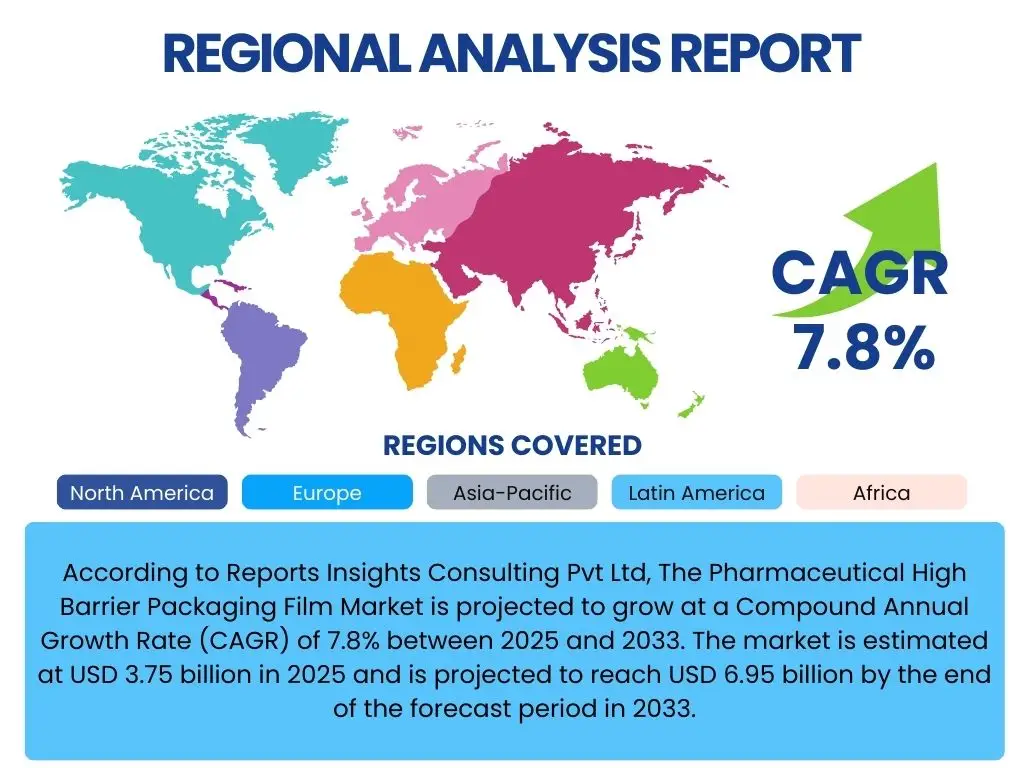
| Regions Covered | North America, Europe, Asia Pacific (APAC), Latin America, Middle East, and Africa (MEA) |
| Speak to Analyst | Avail customised purchase options to meet your exact research needs. Request For Analyst Or Customization |
Segmentation Analysis
The Pharmaceutical High Barrier Packaging Film market is comprehensively segmented to provide a granular understanding of its diverse components and drivers. This segmentation allows for precise analysis of market dynamics across various material types, structural configurations, product forms, and pharmaceutical applications, offering insights into niche demands and emerging opportunities within the industry. Understanding these segments is critical for stakeholders to identify growth areas, tailor product offerings, and develop targeted market strategies that align with specific industry needs and regulatory requirements.
Each segment reflects unique market characteristics, driven by factors such as drug sensitivity, required shelf life, regulatory compliance, and cost considerations. For instance, the choice of material depends heavily on the barrier properties required for specific drug formulations, while the form dictates the packaging format, ranging from flexible pouches to rigid blister packs. Analyzing these interdependencies provides a holistic view of the market's structure and helps in forecasting future trends and technological advancements. This detailed segmentation further supports strategic decision-making for manufacturers, suppliers, and pharmaceutical companies in optimizing their packaging solutions.
- By Material: PVDC (Polyvinylidene Chloride), EVOH (Ethylene Vinyl Alcohol), PCTFE (Polychlorotrifluoroethylene), COC (Cyclic Olefin Copolymer), BOPP (Biaxially Oriented Polypropylene), Aluminum Foils, Others.
- By Structure: Monolayer, Multilayer (Co-extruded, Laminated).
- By Form: Films, Bags & Pouches, Blister Packs, Sachets.
- By Application: Blister Packaging, Sterile Barrier Packaging, Unit Dose Packaging, Flexible Packaging for Powders/Granules, Liquid Dosage Packaging, Others (e.g., medical device packaging).
- By Drug Type: Solid Dosage Forms (Tablets, Capsules), Liquid Dosage Forms (Syrups, Suspensions), Injectables, Biologics, Advanced Therapies, Topical Formulations.
Regional Highlights
The global Pharmaceutical High Barrier Packaging Film market exhibits distinct regional dynamics, influenced by varying healthcare expenditures, regulatory frameworks, pharmaceutical manufacturing landscapes, and economic developments. Each region contributes uniquely to the market's overall growth, presenting specific opportunities and challenges for industry players. Understanding these regional nuances is crucial for strategic market entry, localized product development, and supply chain optimization.
North America is a dominant market, driven by high pharmaceutical R&D investments, the presence of major biopharmaceutical companies, and stringent regulatory standards for drug packaging. The region exhibits high demand for advanced barrier films for biologics and specialty drugs, emphasizing innovation and smart packaging solutions. The adoption of unit-dose packaging and pre-filled syringes further fuels market growth. Consumers' strong preference for safe and effective drugs also contributes to the demand for superior barrier protection.
Europe represents another significant market, characterized by mature healthcare systems, a strong focus on sustainable packaging solutions, and a robust regulatory environment. Countries like Germany, France, and the UK are at the forefront of adopting recyclable and eco-friendly high barrier films. The increasing prevalence of chronic diseases and the aging population also contribute to a steady demand for a wide range of pharmaceutical products requiring protective packaging. Innovation in material science and processing technologies is a key trend in this region.
Asia Pacific (APAC) is projected to be the fastest-growing market due to the rapid expansion of its pharmaceutical manufacturing sector, increasing healthcare expenditure, and a large patient pool. Countries like China, India, and Japan are investing heavily in pharmaceutical R&D and production capabilities, leading to a surge in demand for cost-effective yet high-performance barrier films. The growing prevalence of generic drugs and the rising awareness about drug quality and safety are key growth drivers. Local manufacturers are increasingly adopting advanced packaging technologies to meet international standards.
Latin America is an emerging market for pharmaceutical high barrier packaging films, driven by improving healthcare infrastructure, increasing access to medicines, and the expansion of local pharmaceutical industries. Brazil and Mexico are key contributors to the region's growth. While the market may face economic volatilities, the increasing demand for quality drugs and the need for protection against counterfeiting are propelling the adoption of barrier packaging solutions. Foreign investments in the pharmaceutical sector are also contributing to market development.
The Middle East and Africa (MEA) region is also witnessing gradual growth, primarily fueled by rising healthcare spending, efforts to develop local pharmaceutical production capabilities, and increasing awareness about drug safety and quality. Gulf Cooperation Council (GCC) countries are leading the adoption of advanced packaging due to significant investments in healthcare. Challenges such as political instability and economic disparities can impact market growth, but the underlying need for effective drug packaging remains strong.
- North America: Dominant market share, driven by R&D, biologics demand, and stringent regulations. Focus on innovation and smart packaging.
- Europe: Strong market with emphasis on sustainability and eco-friendly solutions. Driven by robust regulatory environment and aging population.
- Asia Pacific (APAC): Fastest-growing region due to expanding pharmaceutical manufacturing, increasing healthcare spending, and generic drug production.
- Latin America: Emerging market with growth attributed to improving healthcare infrastructure and local pharmaceutical industry expansion.
- Middle East and Africa (MEA): Gradual growth driven by increased healthcare spending and efforts to develop local pharmaceutical production, particularly in GCC countries.
Top Key Players
The market research report includes a detailed profile of leading stakeholders in the Pharmaceutical High Barrier Packaging Film Market.- Amcor plc
- Sealed Air Corporation
- Huhtamaki
- Berry Global Inc.
- WestRock Company
- Gerresheimer AG
- Constantia Flexibles
- SCHOTT AG
- Datwyler Holding Inc.
- Winpak Ltd.
- Tekni-Plex, Inc.
- UBE Corporation
- Mitsubishi Chemical Holdings Corporation
- Kuraray Co. Ltd.
- Toppan Printing Co. Ltd.
- Mitsui Chemicals, Inc.
- CCL Industries Inc.
- Klöckner Pentaplast
- Jindal Films
- AptarGroup, Inc.
Frequently Asked Questions
Analyze common user questions about the Pharmaceutical High Barrier Packaging Film market and generate a concise list of summarized FAQs reflecting key topics and concerns.What are high barrier packaging films?
High barrier packaging films are specialized materials designed to protect sensitive pharmaceutical products from external elements like moisture, oxygen, light, and contaminants. They typically consist of multiple layers, each contributing to superior barrier properties, ensuring drug stability and extending shelf life.
Why are high barrier films crucial for pharmaceuticals?
High barrier films are crucial for pharmaceuticals because they maintain the stability, efficacy, and safety of sensitive drugs, such as biologics and vaccines, by preventing degradation from environmental factors. They also play a vital role in protecting against counterfeiting and ensuring product integrity throughout the supply chain.
What are the key materials used in high barrier pharmaceutical packaging films?
Key materials include Polyvinylidene Chloride (PVDC), Ethylene Vinyl Alcohol (EVOH), Polychlorotrifluoroethylene (PCTFE), Cyclic Olefin Copolymer (COC), Biaxially Oriented Polypropylene (BOPP), and Aluminum Foils, often used in multi-layer constructions to achieve desired barrier properties.
How is sustainability impacting the high barrier packaging film market?
Sustainability is significantly impacting the market by driving demand for recyclable, biodegradable, and compostable barrier films. Manufacturers are investing in R&D to develop mono-material solutions that achieve high barrier performance while reducing environmental footprint and complying with evolving regulations.
What emerging technologies are influencing pharmaceutical high barrier packaging?
Emerging technologies include smart packaging features (e.g., RFID, NFC, sensors for temperature/humidity monitoring), AI for quality control and R&D, and advanced material science for developing superior and sustainable barrier properties, all aimed at enhancing product integrity, traceability, and patient engagement.
| Single User | : $3680 |
|---|---|
| Multi User | : $5680 |
| Corporate User | : $6400 |
Buy Now
Secure SSL Encrypted
